




Фрэзерны станок з ЧПУ VMC850B, вертыкальны станковы цэнтр
Асаблівасці прадукту



1.Агульны інструктаж
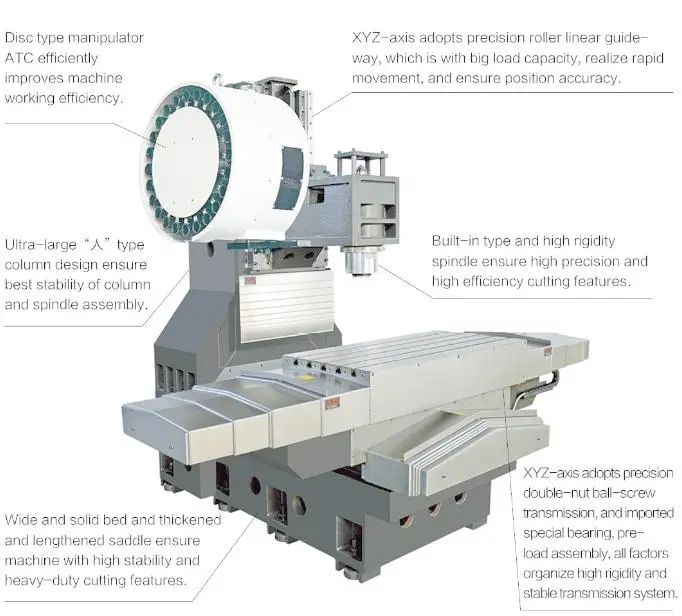
Гэтая машына распрацавана з вертыкальнай кампаноўкай рамы. Калонка ўсталявана на корпусе станка, шпіндзельная скрынка слізгае па калоне, утвараючы рух па восі Z, сядло слізгае па корпусе станка, утвараючы рух па восі Y, працоўны стол слізгае па сядлу, утвараючы рух па восі X. Усе тры восі - гэта лінейныя накіроўвалыя з больш высокай хуткасцю падачы і больш высокай дакладнасцю. Мы выкарыстоўваем высакаякасны шэры чыгун для корпуса машыны, калоны, сядла, працоўнага стала, шпіндзельнай скрынкі з тэхналогіяй смалянага пяску і двухразовай апрацоўкай старэння для ліквідацыі ўнутранага рэшткавага напружання матэрыялу. Усе гэтыя дэталі аптымізаваны праграмным забеспячэннем SolidWorks, якое значна павышае цвёрдасць і стабільнасць не толькі гэтых частак, але і машыны. Таксама ён будзе стрымліваць дэфармацыю і вібрацыю, выкліканыя рэзаннем. Усе важныя часткі імпартуюцца ад сусветна вядомага брэнда, каб зрабіць машыну больш стабільнай і даўгавечнай. Гэтая машына можа ажыццявіць працэс фрэзеравання, свідравання, разгортвання, расточвання, разгортвання, наразання нарэзкі і звычайна выкарыстоўваецца ў ваеннай, горназдабыўной, аўтамабільнай, прэс-формах, прыборах і іншых галінах механічнай апрацоўкі. Ён можа быць выкарыстаны для ўсіх відаў мадэляў высокай дакладнасці і многіх працэсаў. Гэта добра для малога і сярэдняга памеру, шматгатунковай вытворчасці, таксама яго можна паставіць у аўтаматычную вытворчую лінію.
2.Трохвосевая сістэма
Усе тры восі з'яўляюцца лінейнымі накіроўвалымі і з вялікім пралётам для трывалай дакладнасці. Рухавікі 3 восяў злучаны непасрэдна з дапамогай высокадакладнай шарыка-шрубавай шрубы без зазору гнуткай муфты. Кожная шарыка-шрубавая шруба з 3 восямі імпартуецца з прэцызійнай шарыка-шрубавай шрубы з вуглавым кантактам і адпаведнымі прафесійнымі падшыпнікамі, таксама мы выканаем папярэдняе нацяжэнне для шарыка-шрубавых шруб для большай дакладнасці і дакладнасці. Серварухавік па восі Z мае функцыю аўтаматычнага тармажэння. У выпадку адключэння электрычнасці тормаз рухавіка можа аўтаматычна ўтрымлівацца тормазам, каб прадухіліць яго кручэнне, што гуляе ролю ў абароне бяспекі.
3.Шпіндзельны вузел
Шпіндзель вырабляецца прафесійным вытворцам, каб гарантаваць высокую дакладнасць і калянасць. Падшыпнік шпіндзеля ад сусветна вядомай маркі высокадакладных падшыпнікаў і сабраны пры ўмове пастаяннай тэмпературы і адсутнасці пылу. Пасля гэтага ўсе шпіндзелі правядуць тэст на дынамічны баланс, каб пераканацца ў працягласці жыцця і надзейнасці. Ён абсталяваны сістэмай абароны паветранага цыклу нізкага ціску, якая ўдзімае паветра пад нізкім ціскам ва ўнутраную прастору шпіндзеля, утвараючы ахоўны пласт паветра для прадухілення траплення пылу і астуджальнай вадкасці. верацяно. У гэтых умовах падшыпнік шпіндзеля будзе працаваць без забруджвання навакольнага асяроддзя, што абароніць шпіндзельны блок і падоўжыць тэрмін службы шпіндзеля. Хуткасць кручэння шпіндзеля можа быць зменена без крокаў у межах дыяпазону хуткасці шпіндзеля, які кантралюецца ўнутраным кодам рухавіка з функцыяй арыентацыі шпіндзеля і цвёрдага нарэзкі.
4. Сістэма змены інструмента
Стандартная ёмістасць інструментальнага крамы гэтай машыны складае 24 т і сабрана на бакавой калоне. Калі ён мяняе інструмент, прывад інструментальнай пласціны і пазіцыянуецца кулачковым механізмам прывада рухавіка, пасля таго, як шпіндзель прыйдзе ў становішча змены інструмента, ATC выканае змену інструмента і адправіць дзеянне інструмента. ATC - гэта фрэзерны кулачковы механізм і робіць папярэдняе нацяжэнне, а затым можа круціцца на высокай хуткасці, што лепш для хуткай і правільнай змены інструмента.
5.Сістэма астуджэння
Машына абсталявана вертыкальным погружным астуджальным помпай з вялікім патокам і ёмістасцю для вады вялікай ёмістасці. Хуткасць астуджальнага помпы складае 2 м³/гадз, каб забяспечыць дастатковае рэцыркуляцыйнае астуджэнне. На канцавой паверхні шпіндзельнай скрынкі ёсць астуджальная насадка, якая можа вырабляць астуджальную вадкасць паветра і ваду для інструмента і дэталяў. Абсталяваны пнеўматычным пісталетам для ачысткі машыны і нарыхтовак.
6.Пнеўматычная сістэма
Пнеўматычны блок можа фільтраваць прымешкі і вільгаць у крыніцы газу, каб пазбегнуць пашкоджання і эрозіі дэталяў машыны. Блок электрамагнітнага клапана кіруе праграмай з дапамогай ПЛК, каб пераканацца, што дзеянні інструмента для расціскання шпіндзеля, прадзьмуху цэнтра шпіндзеля, інструмента для заціску шпіндзеля і паветранага ахаладжальніка шпіндзеля могуць быць выкананы хутка і правільна. Кожны раз, калі шпіндзель мяняе інструмент, чыстае паветра пад ціскам будзе дзьмуць з цэнтра шпіндзеля, каб ачысціць унутраную адтуліну шпіндзеля і хваставік інструмента для высокай цвёрдасці камбінацыі са шпіндзелем і інструментам. Гэта павялічыць тэрмін службы шпіндзеля.
7.Машына абароны
Мы выкарыстоўваем стандартны ахоўны экран для машыны, які можа не толькі абараніць ад пырскаў астуджальнай вадкасці, але і забяспечыць бяспеку працы. Кожная накіроўвалая абсталявана ахоўным экранам, каб прадухіліць трапленне астуджальнай вадкасці і рэжучага элемента ва ўнутраную прастору і паменшыць знос і эрозію накіроўвалай і шарыка-шрубавай дарожкі.
8.Сістэма змазкі
Накіроўвалая і шарыкавая шруба абсталяваны цэнтральнай сістэмай змазкі і аб'ёмным алейным сепаратарам у кожным вузле, які можа забяспечваць алей у фіксаваных колькасцях і час, каб пераканацца, што кожная тарцовая частка слайда змазана і ніжняя выраб. Гэта павысіць дакладнасць і падоўжыць тэрмін службы ШВП і накіроўвалай.
9.Chip канвеерная сістэма
Мы прапануем стандартную ручную прыладу для выдалення стружкі з простым кіраваннем. Таксама вы можаце выбраць шрубавы канвеер для габлюшкі або шарнірны тып.
| Пункт | адзінка | VMC640L | VMC640LH | VMC850L | VMC1000L |
| Працоўны стол | |||||
| Памер працоўнага стала | mm | 400×900 | 400×900 | 500×1000 | 500×1200 |
| Т-парэз (Ш×Ш×Г) | mm | 3×18×100 | 3×18×100 | 5×18×100 | 5×18×100 |
| Падарожжа | |||||
| Ход па восі Х | mm | 640 | 640 | 850 | 1000 |
| Ход па восі Y | mm | 400 | 400 | 500 | 500 |
| Ход па восі Z | mm | 400 | 500 | 600 | 600 |
| Дыяпазон апрацоўкі | |||||
| Адлегласць ад цэнтра шпіндзеля да пярэдняй часткі калоны | mm | 440 | 476 | 572 | 572 |
| Адлегласць ад канца шпіндзеля да працоўнага стала | mm | 120-520 | 120-620 | 120-720 | 120-720 |
| Памер машыны | |||||
| Д×Ш×У | mm | 2200×2100×2500 | 2200×2100×2550 | 2540×2320×2780 | 3080×2320×2780 |
| Вага машыны | |||||
| Макс. грузападымальнасць працоўнага стала | kg | 350 | 350 | 500 | 600 |
| Вага машыны | kg | 3900 | 4100 | 5200 | 5600 |
| верацяно | |||||
| Конусность адтуліны шпіндзеля | BT40 | BT40 | BT40 | BT40 | |
| Магутнасць шпіндзеля | kw | 5.5 | 5.5 | 7,5/11 | 7,5/11 |
| Макс. частата кручэння шпіндзеля | абаротаў у хвіліну | 8000/10000 | 8000/10000 | 8000/10000 | 8000/10000 |
| Падача (прамы прывад) | |||||
| Макс. хуткасць падачы | Мм/хв | 10000 | 12000 | 12000 | 12000 |
| Хуткая хуткасць падачы (X/Y/Z) | м/хв | 20/20/10 | 30/30/24 | 32/32/30 | 32/32/30 |
| Шарыкавы шруба (дыяметр + ход) | |||||
| ШВП па восі Х | 3210 | 3212 | 4016 | 4016 | |
| ШВП па восі Y | 3210 | 3212 | 4016 | 4016 | |
| ШВП па восі Z | 3210 | 4012 | 4016 | 4016 | |
| Часопіс інструментаў | |||||
| Ёмістасць інструментальнага крамы | T | 16 | 16 | 24 | 24 |
| Час змены інструмента | s | 2.5 | 2.5 | 2.5 | 2.5 |
| Дакладнасць пазіцыянавання (нацыянальны стандарт) | |||||
| Дакладнасць пазіцыянавання (X/Y/Z) | mm | 0,008 | 0,008 | 0,008 | 0,008 |
| Дакладнасць паўторнага пазіцыянавання (X/Y/Z) | mm | 0,005 | 0,005 | 0,005 | 0,005 |
| НЯМА | Імя | Марка |
| 1 | Сістэма ЧПУ | СІСТЭМА Seimens 808D |
| 2 | Галоўны рухавік | Поўны камплект прывада Siemens, уключаючы серварухавік |
| 3 | Рухавік восі X/Y/Z, драйвер | Сейменс |
| 4 | Шарыкавы вінт | Hiwin або PMI (Тайвань) |
| 5 | Шарыка-шрубавы падшыпнік | NSK (Японія) |
| 6 | Лінейныя накіроўвалыя | Hiwin або PMI (Тайвань) |
| 7 | Шпіндзельны рухавік | POSA/ROYAL (Тайвань) |
| 8 | Цеплаабменнік | Taipin/Tongfei (сумеснае прадпрыемства) |
| 9 | Асноўныя кампаненты сістэмы змазкі | Пратон (сумеснае прадпрыемства) |
| 10 | Асноўныя кампаненты пнеўматычнай сістэмы | AirTAC (Тайвань) |
| 11 | Асноўныя кампаненты электрычнай сістэмы | Шнайдэр (Францыя) |
| 12 | Вадзяная помпа | Кітай |
Катэгорыі тавараў
-

Паверхнева-шліфавальны станок KGS1632SD з шчыльным м...
-

Аднакалонны фрэзерны станок X4020HD Plano
-

Вертыкальны фрэзерны станок TM6325A з T...
-

C6240C ручной такарны станок з зазорам, такарны станок па метале з п...
-

Свідравальны і фрэзерны станок DML6350Z
-

Універсальны фрэзерны станок стопорного тыпу X5750