




Фрэзерны станок з ЧПУ VMC850B, вертыкальны апрацоўчы цэнтр
Асаблівасці прадукту



1. Агульная інструкцыя
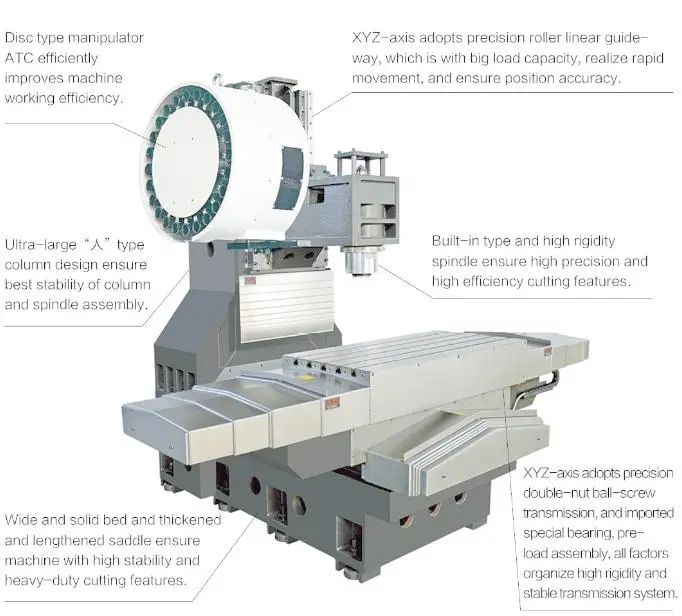
Гэты станок мае вертыкальную кампаноўку. Калона ўсталявана на корпусе станка, шпіндзельная скрынка слізгае па калоне, утвараючы рух па восі Z, сядло слізгае па корпусе станка, утвараючы рух па восі Y, а працоўны стол слізгае па сядле, утвараючы рух па восі X. Тры восі - гэта лінейныя накіроўвалыя з больш высокай хуткасцю падачы і большай дакладнасцю. Мы выкарыстоўваем высакаякасны шэры чыгун для корпуса станка, калоны, сядла, працоўнага стала і шпіндзельнай скрынкі з выкарыстаннем тэхналогіі смалянага пяску і двухразовай апрацоўкі старэннем для ліквідацыі ўнутраных рэшткавых напружанняў матэрыялу. Усе гэтыя дэталі аптымізаваны праграмным забеспячэннем SolidWorks, што значна паляпшае калянасць і стабільнасць не толькі гэтых дэталяў, але і станка. Гэта таксама абмяжоўвае дэфармацыю і вібрацыю, выкліканыя рэзаннем. Усе важныя дэталі імпартаваны ад сусветна вядомых брэндаў, што робіць станок больш стабільным і даўгавечным. Гэты станок можа выконваць працэсы фрэзеравання, свідравання, развёртвання, расточвання, развёртвання, наразання разьбы і звычайна выкарыстоўваецца ў ваеннай, горназдабыўной, аўтамабільнай, прэсавальнай, прыборабудаўнічай і іншых галінах механічнай апрацоўкі. Ён можа выкарыстоўвацца для ўсіх відаў высокадакладных і многіх мадэляў працэсаў. Гэта добра падыходзіць для малога і сярэдняга, шматгадзіннага вытворчасці, а таксама можа быць усталяваны на аўтаматычнай вытворчай лініі.
2. Сістэма з трыма восямі
Тры восі маюць лінейныя накіроўвалыя і канструкцыю з вялікім пралётам для трывалай дакладнасці. Рухавікі трох восяў непасрэдна злучаны з высокадакладнай шарыкавай вінтовай вінтовай з дапамогай гнуткай муфты без зазору. Кожная шарыкавая вінтовая ...
3. Шпіндзельны блок
Шпіндзель выраблены прафесійным вытворцам для забеспячэння высокай дакладнасці і калянасці. Падшыпнік шпіндзеля выраблены ад сусветна вядомага брэнда высокадакладных падшыпнікаў і сабраны пры ўмове пастаяннай тэмпературы і адсутнасці пылу. Пасля гэтага ўсе шпіндзелі праходзяць выпрабаванне на дынамічную раўнавагу, каб гарантаваць тэрмін службы і надзейнасць. Ён абсталяваны сістэмай абароны ад цыклічнага падачы паветра пры нізкім ціску, якая ўдзімае паветра пры нізкім ціску ва ўнутраную прастору шпіндзеля, утвараючы ахоўны пласт паветра, каб прадухіліць трапленне пылу і астуджальнай вадкасці ў шпіндзель. У гэтых умовах падшыпнік шпіндзеля будзе працаваць у асяроддзі без забруджвання, што абароніць шпіндзельны блок і падоўжыць тэрмін службы шпіндзеля. Хуткасць шпіндзеля можна бесступенькава змяняць у межах дыяпазону хуткасцей шпіндзеля, які кіруецца ўнутраным кодарам рухавіка з функцыяй арыентацыі шпіндзеля і жорсткага наразання разьбы.
4. Сістэма змены інструментаў
Стандартная ёмістасць інструментальнага магазіна гэтага станка складае 24 зубцы і мацуецца на бакавой калоне. Пры змене інструмента, інструментальная пласціна прыводзіцца ў пазіцыянаванне з дапамогай кулачковага механізму зубарэзкі рухавіка. Пасля таго, як шпіндзель дасягне пазіцыі змены інструмента, ATC выконвае змену інструмента і пасылае інструмент у дзеянне. ATC - гэта кулачковы механізм зубарэзкі, які стварае папярэдні нацяжны ціск, а затым можа круціцца з высокай хуткасцю, што лепш для хуткай і правільнай змены інструмента.
5. Сістэма астуджэння
Станок абсталяваны вертыкальным погружным помпай астуджэння з вялікай пратокай і вялікім бакам для вады. Хуткасць помпы астуджэння складае 2 м³/г, што забяспечвае дастатковае рэцыркуляцыйнае астуджэнне. На тарцы шпіндзеля ёсць сопла астуджэння, якое можа падаваць паветраную і вадзяную астуджальную вадкасць для інструмента і дэталяў. Абсталяваны паветраным пісталетам для ачысткі станка і дэталяў.
6. Пнеўматычная сістэма
Пнеўматычны блок можа фільтраваць прымешкі і вільгаць у крыніцы газу, каб пазбегнуць пашкоджання і эрозіі дэталяў машыны. Блок электрамагнітнага клапана кіруе праграмай з дапамогай ПЛК, каб забяспечыць хуткае і правільнае выкананне дзеянняў па адцісканні інструмента для шпіндзеля, абдзіманні цэнтра шпіндзеля, інструмента для заціску шпіндзеля і падачы астуджальнай вадкасці з шпіндзеля. Кожны раз, калі інструмент зменены ў шпіндзелі, з цэнтра шпіндзеля выдзімаецца чыстае сціснутае паветра, каб ачысціць унутраную адтуліну шпіндзеля і хваставік інструмента, забяспечваючы высокую калянасць камбінацыі са шпіндзелем і інструментам. Гэта падаўжае тэрмін службы шпіндзеля.
7. Абарона машыны
Мы выкарыстоўваем стандартны ахоўны экран для машыны, які абараняе не толькі ад пырскаў астуджальнай вадкасці, але і забяспечвае бяспеку працы. Кожная накіроўвалая абсталявана ахоўным экранам, каб прадухіліць трапленне астуджальнай вадкасці і рэжучай дэталі ва ўнутраную прастору, а таксама паменшыць знос і эрозію накіроўвалай і шарыкавай вінты.
8. Сістэма змазкі
Накіроўвальная і шарыкавая шруба абсталяваны цэнтралізаванай сістэмай змазкі і аб'ёмным алейным сепаратарам у кожным вузле, які можа падаваць алей у фіксаванай колькасці і ў пэўны час, каб гарантаваць змазку кожнай паверхні слізгацення і паменшыць выдаткі на выраб. Гэта павысіць дакладнасць і падоўжыць тэрмін службы шарыкавай шрубы і накіроўвалай.
9. Сістэма канвеера для стружкі
Мы прапануем стандартную ручную прыладу для выдалення стружкі з простым кіраваннем. Вы таксама можаце выбраць шрубавы або шарнірны канвеер для стружкі.
| Пункт | Адзінка | VMC640L | VMC640LH | VMC850L | VMC1000L |
| Працоўны стол | |||||
| Памер працоўнага стала | mm | 400×900 | 400×900 | 500×1000 | 500×1200 |
| Т-вобразны паз (N×W×G) | mm | 3×18×100 | 3×18×100 | 5×18×100 | 5×18×100 |
| Падарожжы | |||||
| Вось X | mm | 640 | 640 | 850 | 1000 |
| Вось Y | mm | 400 | 400 | 500 | 500 |
| Вось Z | mm | 400 | 500 | 600 | 600 |
| Дыяпазон апрацоўкі | |||||
| Адлегласць ад цэнтра шпіндзеля да пярэдняй часткі калоны | mm | 440 | 476 | 572 | 572 |
| Адлегласць ад канца шпіндзеля да працоўнага стала | mm | 120-520 | 120-620 | 120-720 | 120-720 |
| Памеры машыны | |||||
| Д×Ш×В | mm | 2200×2100×2500 | 2200×2100×2550 | 2540×2320×2780 | 3080×2320×2780 |
| Вага машыны | |||||
| Максімальная нагрузка на працоўны стол | kg | 350 | 350 | 500 | 600 |
| Вага машыны | kg | 3900 | 4100 | 5200 | 5600 |
| Верацень | |||||
| Кануснасць адтуліны шпіндзеля | БТ40 | БТ40 | БТ40 | БТ40 | |
| Магутнасць шпіндзеля | kw | 5.5 | 5.5 | 7.5/11 | 7.5/11 |
| Максімальная хуткасць шпіндзеля | абароты ў хвіліну | 8000/10000 | 8000/10000 | 8000/10000 | 8000/10000 |
| Падача (прамы прывад) | |||||
| Максімальная хуткасць падачы | мм/мін | 10000 | 12000 | 12000 | 12000 |
| Хуткая падача (X/Y/Z) | м/мін | 20/20/10 | 30/30/24 | 32/32/30 | 32/32/30 |
| Шарыкавы шруба (дыяметр + крок) | |||||
| Шарыкавы шруба восі X | 3210 | 3212 | 4016 | 4016 | |
| Шарыкавы шруба восі Y | 3210 | 3212 | 4016 | 4016 | |
| шарыкавы шруба восі Z | 3210 | 4012 | 4016 | 4016 | |
| Часопіс інструментаў | |||||
| Ёмістасць інструментальнага магазіна | T | 16 | 16 | 24 | 24 |
| Час змены інструмента | s | 2,5 | 2,5 | 2,5 | 2,5 |
| Дакладнасць пазіцыянавання (нацыянальны стандарт) | |||||
| Дакладнасць пазіцыянавання (X/Y/Z) | mm | 0,008 | 0,008 | 0,008 | 0,008 |
| Дакладнасць перапазіцыянавання (X/Y/Z) | mm | 0,005 | 0,005 | 0,005 | 0,005 |
| НЕ. | Імя | Брэнд |
| 1 | Сістэма ЧПУ | СІСТЭМА Seimens 808D |
| 2 | Галоўны рухавік | Поўны камплект прывада Siemens, уключаючы серварухавік |
| 3 | Рухавік, драйвер восяў X/Y/Z | Сейменс |
| 4 | Шарыкавы вінт | Hiwin або PMI (Тайвань) |
| 5 | Шарыкавы падшыпнік | NSK (Японія) |
| 6 | Лінейныя накіроўвалыя | Hiwin або PMI (Тайвань) |
| 7 | Рухавік шпіндзеля | POSA/ROYAL (Тайвань) |
| 8 | Цеплаабменнік | Taipin/Tongfei (сумеснае прадпрыемства) |
| 9 | Асноўныя кампаненты сістэмы змазкі | Пратон (сумеснае прадпрыемства) |
| 10 | Асноўныя кампаненты пнеўматычнай сістэмы | AirTAC (Тайвань) |
| 11 | Асноўныя кампаненты электрычнай сістэмы | Шнайдэр (Францыя) |
| 12 | Вадзяны помпа | Кітай |
Катэгорыі прадуктаў
-

Радыяльна-свідравальны станок з пераўтварэннем частаты Z3...
-

Ручны такарны станок C6240C з зазорам, такарны станок па метале з n ...
-

Аднакалонкавы планафрэзерны станок X4020HD
-

Такарны станок з ЧПУ з нахільнай станінай CK6130S Falco з 3 восямі
-

Энергазберагальны невялікі настольны свідравальна-фрэзерны станок...
-

Універсальны фрэзерны станок тыпу плацы X5750